दो तरफ ड्रिलिंग मशीन

प्रसंस्करण की स्थिति और परिशुद्धता: ड्राइंग की तकनीकी आवश्यकताओं को पूरा करने के लिए वाल्व बॉडी के दोनों सिरों पर निकला हुआ किनारा छेद को संसाधित करना
भागों की सामग्री: कच्चा इस्पात
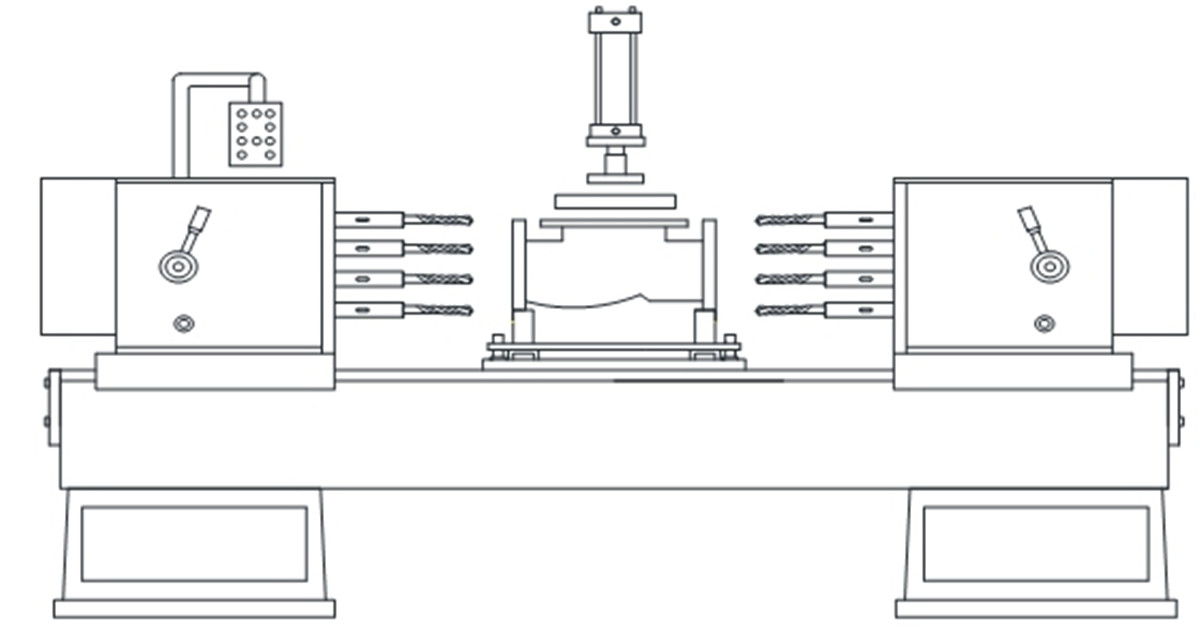
मशीन संरचना: यह मशीन एक क्षैतिज हाइड्रोलिक दो साइड-ड्रिलिंग मशीन है। बाएँ और दाएँ सिर एक हाइड्रोलिक मोबाइल स्लाइडिंग टेबल गियर बॉक्स से बने होते हैं, और मध्य एक वर्कटेबल और हाइड्रोलिक फिक्स्चर से बना होता है। मशीन पूर्ण सुरक्षा, स्वचालित चिप कन्वेयर, वॉटर कूलिंग का उपयोग करती है, और स्वतंत्र विद्युत कैबिनेट, हाइड्रोलिक स्टेशन, केंद्रीकृत स्नेहन उपकरण आदि से सुसज्जित है। वर्कपीस को मैन्युअल रूप से उठाया जाता है और हाइड्रॉलिक रूप से क्लैंप किया जाता है। विवरण के लिए तंत्र योजनाबद्ध देखें।
वर्कपीस प्रसंस्करण मानक प्रक्रिया:
मशीन एक बार की पोजिशनिंग प्रोसेसिंग है, एक समय में एक टुकड़ा, और इसे पिछली प्रक्रिया में इंस्टॉलेशन पोजिशनिंग संदर्भ के रूप में एक संदर्भ सतह को संसाधित करने की आवश्यकता होती है।
मानक प्रक्रिया है: वर्कपीस को साफ करें → वर्कपीस को टूलींग में संसाधित करने के लिए रखें → हाइड्रोलिक रूप से वर्कपीस को क्लैंप करें, वर्क स्लाइड के दो सेटों को तेजी से आगे बढ़ाया जा सकता है और हमला किया जा सकता है, और दो सेटों को चरण दर चरण सिंक्रनाइज़ या संसाधित किया जा सकता है।
मूल स्थिति पर वापस जाएँ-हाइड्रोलिक रिलीज़-मैन्युअल लोडिंग और अनलोडिंग→अगले चक्र में प्रवेश करें।
मुख्य मशीन पैरामीटर
| नमूना | एचडी-Z200BY |
| विद्युत आपूर्ति (वोल्टेज/आवृत्ति) | 380V/50HZ |
| अधिकतम अक्ष यात्रा(मिमी) | 380 |
| ड्रिल पाइप गति (आर/मिनट) | 270 360 |
| ड्रिल पाइप स्थापना (राष्ट्रीय मानक) | मोहस नं.2 |
| उपयुक्त ड्रिल (मिमी) | 8-23 |
| ड्रिलिंग छेद दूरी त्रुटि (मिमी) | 0.1 |
| मशीनिंग छेद व्यास (मिमी) | 60-295 |
| न्यूनतम. कार्यशील छेद के लिए उपयुक्त केंद्र दूरी (मिमी) | 36 |
| टूलींग प्रपत्र | हाइड्रोलिक क्लैम्पिंग |
| फ़ीड प्रपत्र | हाइड्रोलिक फ़ीड |
| ड्रिलिंग मोटर शक्ति | 2×5.5KW |
| फ़ीड गति | स्थिर गति विनियमन |
मुख्य विशेषताएं
(1) यह मशीन हुआडियन पीएलसी कंट्रोलर के साथ काम करती है, यह कई प्रक्रियाओं के लिए काम कर सकती है, उदाहरण के लिए, एंड फेस होल, मेडियन ऑरिफिस, बोर-होल और स्फेयर, शक्तिशाली फ़ंक्शन और आसान संचालन।
(2) फीड स्लाइडिंग टेबल गाइडवे में उच्च गुणवत्ता वाले ग्रे कास्ट आयरन, गर्त रफ कास्टिंग, टेम्परिंग और उम्र बढ़ने के उपचार का तीन बार उपयोग किया जाता है। अवशिष्ट आंतरिक तनाव को पूरी तरह से समाप्त करें, गाइड मार्ग की सतह सुपर ऑडियो शमन को अपनाती है और कठोरता HRC55 तक है। सटीकता, कठोरता, स्थिरता सुनिश्चित करने के लिए उच्च परिशुद्धता गाइड तरीके से पीसने की प्रक्रिया के माध्यम से।
(3) मशीन की ड्राइव स्थिर रहे यह सुनिश्चित करने के लिए ट्रांसमिशन भाग अंतर को खत्म करने के लिए सटीक बॉल स्क्रू और इंटरपोलेशन को अपनाता है।
(4) पावर हेड शक्तिशाली मोटर के साथ तीन-चरण मैनुअल गति परिवर्तन से सुसज्जित है, कम गति लेकिन उच्च टॉर्क प्राप्त करता है, भारी कटिंग भार का सामना कर सकता है, प्रसंस्करण दक्षता में सुधार कर सकता है।
(5) काम करने वाले उपकरण दक्षता में सुधार और श्रम तीव्रता को कम करने के लिए हाइड्रोलिक दबाव-स्वचालित क्लैंपिंग को अपनाते हैं।
(6) मशीन केंद्रीकृत स्नेहन को अपनाती है, यह सुनिश्चित करने के लिए कि प्रत्येक चलती भागों की पूर्ण चिकनाई मशीन टूल्स की सेवा जीवन में सुधार करती है।